OPEN-DIE FORGING
At first glance an open-die forging press may appear a bit archaic – especially when being used for the forging of high-end components – but this impression is misleading. Open-die forging or drop forging is one of the most sophisticated metal forming processes there is. Therefore, the first thing we do when we start a project is to thoroughly analyze the entire process chain – with a strong focus on productivity and process safety.

WE LET OUR MACHINES SPEAK
Our manipulators are notable for their precise control and exceptional reliability. DANGO & DIENENTHAL is one of the few manufacturers who supply machines and equipment that communicate with higher-level systems and deeply integrate within the overall process chain.
In addition to interaction with up- and downstream process stages, this also includes complete documentation of the data: This is the only way for manufacturers of highly-stressed components to provide detailed evidence of the stability of their process and traceability to their clients.
THE BENEFITS
- Conformal components manufactured with the highest precision
- Minimal forging allowances
- Short production times
- Little remachining in downstream processes

![[Translate to Englisch:] heißes Metall wird mithilfe eines Schmiedemanipulators gehalten](/fileadmin/_processed_/9/c/csm_DD-Freiformschmieden_3_slider_b7c0d90ed9.jpg)
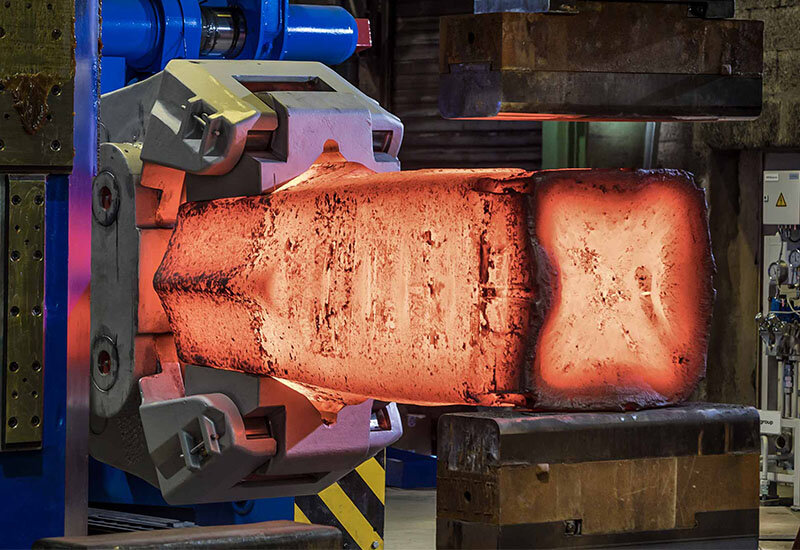


RAIL-BOUND OR MOBILE?
Rail-bound manipulators of the SSM series are designed to carry parts weighing up to 3,500 kN. The electrically preloaded drives of the machines guarantee that the forgings can be positioned with the utmost precision. Mobile manipulators take the forgings to the presses and furnaces and later retrieve them. Turntables place the forgings in the correct position.
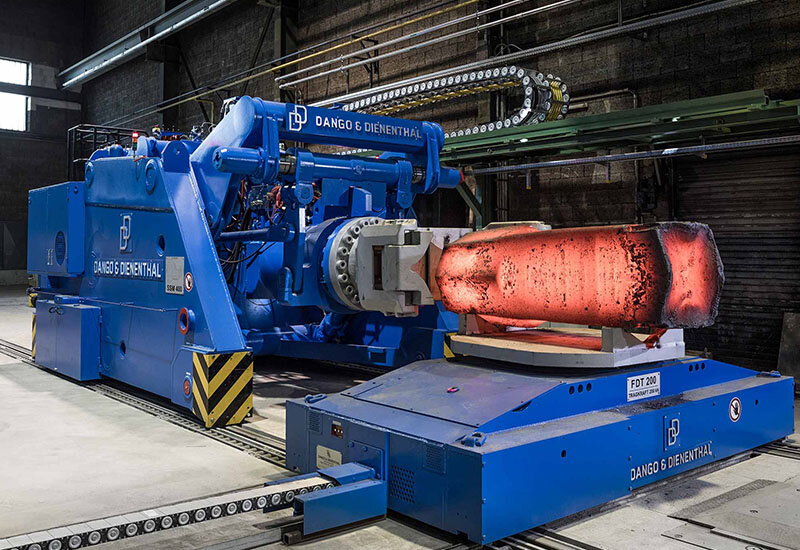
The mobile manipulators of the MSM series are the perfect choice for handling smaller and medium-sized forgings. These manipulators not only properly position the forgings in the presses, but they charge and unload the forgings from the furnaces and facilitate the quick and safe transfer of the forgings from the furnace to the press. This last point is critical for high-alloy steel and titanium components, since their available temperature window is extremely small.
Mobile manipulators often perform transport tasks much faster than cranes because they save many intermediate handling steps.
Saving costs in tandem
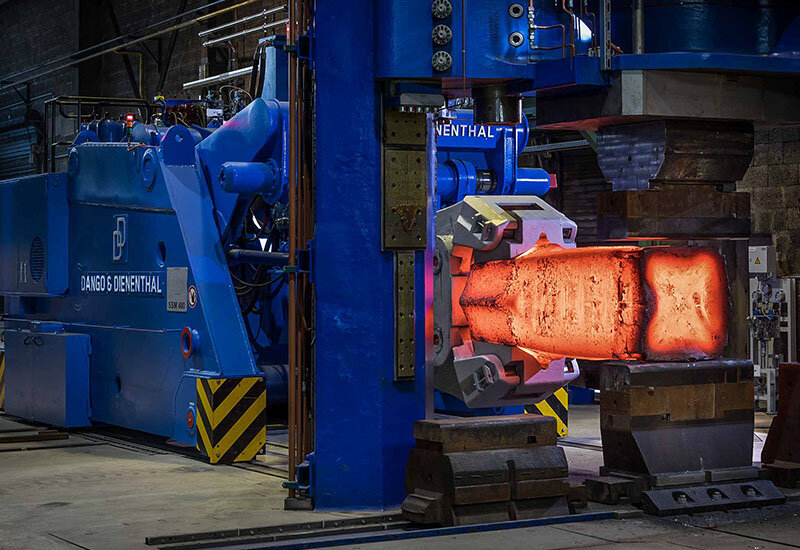
Forging lines achieve maximum productivity when two manipulators are arranged opposite each other, one at either end of the forging, operating synchronously in tandem. This prevents the forging from sagging, especially when producing long and heavy components.
In tandem, rail-bound and mobile manipulators can be arranged in any combination.
An expert's opinion
What “process reliability” really means.
A press line must be able to adhere to a carefully worked out forging plan. Precision, speed and reliability of the manipulator play a decisive role because it is responsible for ensuring that the forging is in the press at the right time and in exactly the right orientation.
It is great if you can achieve the desired result in one heating. However, if the work piece has cooled down too much before the final dimensions have been achieved – even if this happens just a few millimeters before reaching the final shape – the forging will have to be reheated again and the process interrupted. The consequence: delivery of the component to the customer is delayed by days.
It is essential to have machines that can guarantee that the specified dimensions are reliably achieved within the narrow temperature window of usually 1,200 to 750 °C. In other words, we need machines that are able to produce the specified contour exactly with the previously calculated number of strokes.
And I want to know from the machine, whether I have forged at 840° or 850°C, because my customers require comprehensive documentation of the entire process. Only a machine that records all measurement data completely can do this. Only then, can I say with a clear conscience: “That’s what it was.” This is the important advantage that the high-end machines from DANGO & DIENENTHAL offer.
Machines for Open-die Forging
MADE FOR MORE

SSM Series
Rail-Bound Forging Manipulators
The rail-bound forging manipulators of our SSM series are designed to position forgings – between 10 and 3,500 kN of weight – in the press with the highest precision, assuring that each individual stroke has an optimum forming effect.
![[Translate to Englisch:]](/fileadmin/_processed_/b/d/csm_mobiler-schmiedemanipulator_d7da67181a.jpg "[Translate to Englisch:]")
MSM Series
Mobile Forging Manipulators
Our mobile forging manipulators of the MSM series can be used for a wide range of handling operations: for placing the forgings in the press or under the hammer, for loading and unloading the reheating furnaces and for transferring the forgings from the furnace to the press and vice versa.

MTM Series
Mobile Transport Manipulators
Our free-driving transport manipulators are designed for the transfer of ingots, slabs, ring blanks and rings within the forging shop area, for example, to load and unload the furnaces and transfer the forgings quickly and safely between the furnaces and the presses.

HANDLING
Material Handling Systems
Precise control of the process parameters is crucial in metals forming processes. Therefore, we develop and implement high-precision automatic handling systems that take the components safely from one production stage to the next.
OPTIMIZE YOUR PRODUCTION PROCESSES!
Precision-manufactured components, shortest machining times, less remachining in downstream processes, more top-quality products:
Ask for more